案例展示 >
产品中心
油气两用燃烧器
- 如何选择锅炉燃烧器
- 如何选择适合的锅炉类型?
- 500平米楼房水循环供暖需要多少功率的燃烧器
- 什么是混合烧嘴燃烧器
- 蒸汽锅炉、热水锅炉、导热油锅炉的区别
- 热烈欢迎乍得烤箱设备制造商客户来访——共探食品工业燃烧器合作新篇章!
- 欢迎清华大学教授来厂指导参观
- 什么是烘干机热风炉
- 什么是线性燃烧器?
- 为什么水管锅炉需要短火焰和大直径的燃烧器?
- 博纳热能参加新密市科学技术协会第二次代表大会
- 燃气燃烧器的安全点火步骤
- 内燃砖砖窑怎么降低氮氧化合物排放量
- 2025郑州博纳热能设备有限公司员工大合照
- 2025年欢迎新加坡客户来访
联系我们
邮箱:info@bntet.com
手机:156-3978-1876
办公地址:郑州市国家大学科技园东区
工厂地址:河南省郑州市新密香山路33号
案例展示
山西低氮燃烧器项目
作者:燃烧机 发布时间:2025-01-20
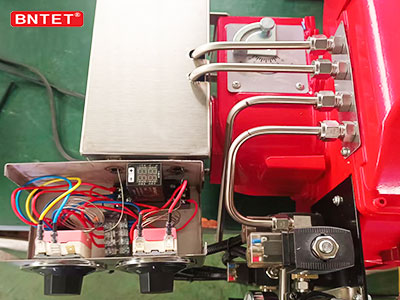
山西某大型煤化工企业选用郑州博纳热能"双燃料智能混烧燃烧器",对60万大卡导热油炉进行节能环保改造。该燃烧器采用天然气与焦炉煤气混烧技术,通过多级低氮燃烧+智能控制,成功将氮氧化物(NOx)排放稳定控制在≤30mg/m³,热效率提升至90%以上,为煤化工行业提供了高效清洁的燃烧解决方案。

核心技术亮点
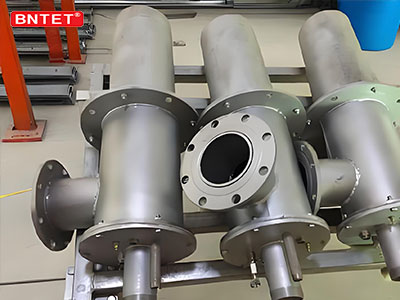
双燃料智能混烧系统
采用双通道独立控制技术,可自动调节天然气与焦炉煤气混合比例
内置旋流预混装置,实现燃料0.05秒级快速均匀混合
分级配风设计使火焰温度场均匀性提升35%
三级低氮燃烧技术
一级贫氧燃烧:氧浓度控制在12-14%,燃烧温度≤800℃
二级烟气再循环:掺混25%低温烟气(150℃),高温区≤1050℃
三级催化还原:采用特殊催化剂进一步降低NOx排放
智能控制系统
实时监测燃料热值变化,自动优化运行参数
具备远程监控功能,实现"一键式"环保达标
项目成效
环保指标:NOx≤30mg/m³、CO≤10mg/m³、颗粒物≤5mg/m³
能效指标:热效率≥90%,年节约天然气15万方
经济效益:综合运行成本降低20%,投资回收期<2年
郑州博纳热能将持续为化工、冶金等行业提供高效低排放燃烧解决方案,助力企业实现绿色低碳转型。
新闻资讯
-
2025-06-13如何选择锅炉燃烧器
-
2025-06-13如何选择适合的锅炉类型?
-
2025-06-13500平米楼房水循环供暖需要多少功率的燃烧器
-
2025-06-13什么是混合烧嘴燃烧器
-
2025-06-13蒸汽锅炉、热水锅炉、导热油锅炉的区别
-
2025-06-13热烈欢迎乍得烤箱设备制造商客户来访——共探食品工业燃烧器合作新篇章!
相关产品